The manufacturing sector has seen a major shift in recent years with the rise of connected technology. Among the most impactful advancements is the Internet of Things or IoT. It brings together machines, sensors, and devices that can share data and communicate through the internet.
In manufacturing, this shift is more than just smart machinery. It’s about building an ecosystem where real-time data helps in making faster decisions, improving efficiency, and reducing downtime. From predictive maintenance to inventory tracking, IoT is changing the way factories run.
In this blog, we’ll explore how IoT is shaping manufacturing, its benefits, real-world use cases, the challenges it brings, and practical ways to overcome them.
Seamless Connectivity for Enhanced Efficiency
The implementation of IoT in manufacturing has given rise to the concept of "smart factories" or Industry 4.0. By seamlessly connecting machines, devices, and sensors, IoT app development companies gain unprecedented visibility into their production processes.
These devices are equipped with sensors that gather real-time data, such as machine performance metrics, temperature, humidity, and energy consumption. This data is then transmitted over the internet, enabling manufacturers to monitor operations remotely and make data-driven decisions in real-time.
Use Cases of Internet of Things (IoT) in Manufacturing
The use cases we have described demonstrate how IoT technologies are transforming traditional manufacturing processes, enhancing efficiency, reducing costs, and improving overall productivity and quality.
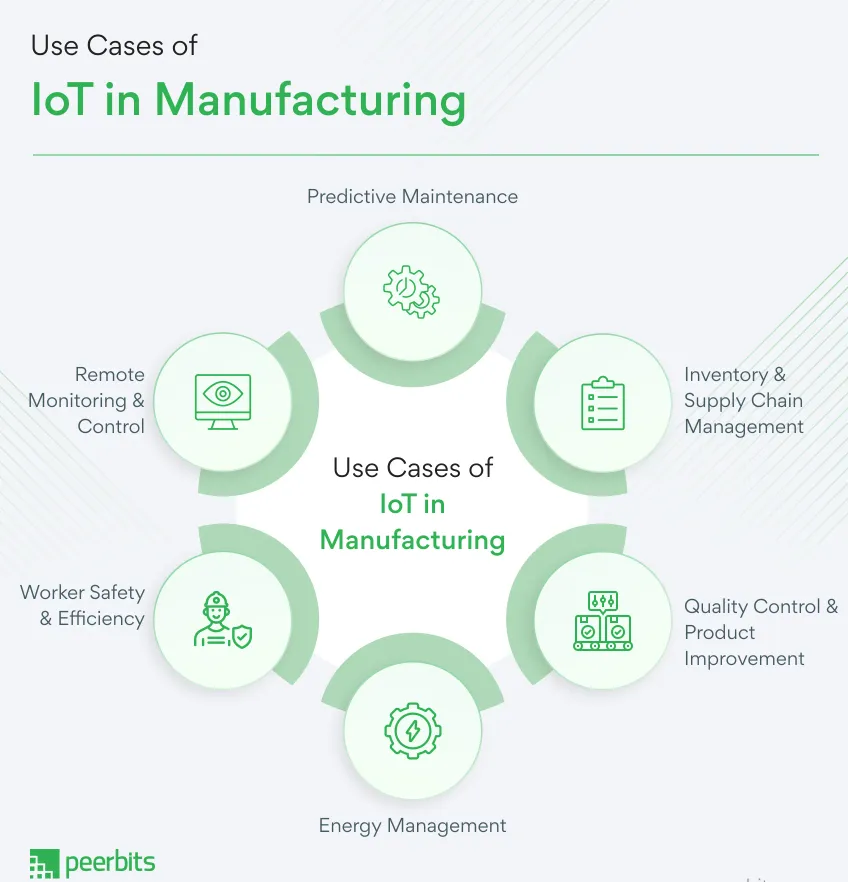
Predictive Maintenance
Predictive maintenance is a game-changer in manufacturing. With IoT-enabled sensors, machines can self-monitor their health, allowing manufacturers to predict potential equipment failures before they happen.
By analyzing data patterns, manufacturers can schedule maintenance activities at the most opportune times, reducing costly downtime and avoiding disruptions to the production process.
Inventory and Supply Chain Management
IoT plays a crucial role in optimizing inventory and supply chain management. Manufacturers can employ RFID tags, GPS trackers, or temperature sensors to monitor the location, condition, and movement of goods throughout the supply chain.
This real-time visibility allows companies to identify inefficiencies, optimize shipping routes, reduce lead times, and prevent losses due to theft or spoilage.
Quality Control and Product Improvement
IoT devices embedded in production lines can continuously monitor key performance indicators (KPIs) such as temperature, humidity, pressure, and vibration. Any deviations from set parameters trigger immediate alerts, enabling operators to take corrective actions promptly.
This data-driven approach to quality control leads to consistent product quality, reduced waste, and increased customer satisfaction.
Energy Management
Energy costs are a significant concern for manufacturers. IoT devices can monitor energy consumption throughout the manufacturing facility and identify opportunities for energy efficiency improvements.
For example, smart lighting systems can automatically adjust brightness based on occupancy, and HVAC systems can optimize temperature settings to reduce energy consumption without compromising comfort or productivity.
Worker Safety and Efficiency
Wearable IoT devices, such as smart helmets or vests, can monitor vital signs, detect environmental hazards, and alert workers to potential dangers. These devices not only improve safety but also track workers' movements and activities, helping to optimize workflows and enhance overall productivity.
Remote Monitoring and Control
Manufacturers with multiple plants or global operations benefit from IoT-enabled remote monitoring and control. With centralized data access, managers can oversee operations at different locations, standardize processes, and implement best practices company-wide.
Additionally, remote control capabilities allow operators to adjust machine settings or perform troubleshooting without physically being present on the shop floor.
Benefits of Internet of Things (IoT) in Manufacturing
Embracing the Internet of Things (IoT) in manufacturing redefines efficiency and innovation. Explore the advantages of using IoT in the manufacturing sector.
Increased Operational Efficiency
IoT provides real-time data on machine performance, production processes, and resource utilization. With this information, manufacturers can optimize operations, streamline workflows, and identify areas for improvement, leading to increased efficiency.
Cost Savings
Predictive maintenance and optimized resource utilization result in reduced downtime, decreased maintenance costs, and efficient use of energy and materials. These cost savings directly impact the bottom line and improve the overall financial health of the manufacturing company.
Enhanced Product Quality
Real-time monitoring and data analysis enable early detection of defects, ensuring that products meet quality standards. This results in higher customer satisfaction, increased brand loyalty, and reduced product recalls or warranty claims.
Data-Driven Decision Making
IoT generates a vast amount of data that can be analyzed to gain valuable insights. Manufacturers can use this data to make informed decisions, spot trends, and forecast demand, enabling them to stay ahead in a competitive market.
Flexibility and Scalability
IoT solutions can be tailored to meet the specific needs of different manufacturing processes. Moreover, IoT platforms are often scalable, allowing companies to expand their implementation gradually as their needs grow.
Read more: Top Trends of IoT in Manufacturing 2025
Challenges and Solutions of Implementing IoT in Manufacturing
We have listed some of the common challenges and their solutions faced by businesses while implementing IoT in the manufacturing industry. Let's explore potential solutions to address the key challenges:
Challenge 1 - Data Security and Privacy
With a multitude of connected devices, ensuring the security and privacy of data becomes a paramount concern. Manufacturers need robust cybersecurity measures to safeguard sensitive information from potential threats and unauthorized access.
Solution
- Employing Robust Encryption: Implementing end-to-end encryption ensures that data remains secure during transmission, reducing the risk of unauthorized access and data breaches.
- Network Segmentation: Segregating IoT devices into separate networks can isolate potential security threats, preventing unauthorized access to critical systems and data.
- Regular Security Audits: Conducting regular security audits helps identify vulnerabilities and weaknesses, allowing manufacturers to promptly address potential security issues.
Challenge 2 - Interoperability

In many manufacturing settings, various machines and systems come from different vendors, leading to interoperability challenges. Integrating diverse IoT devices and platforms may require additional efforts and investments.
Solution
- Adopting Standardized Protocols: Utilizing widely accepted communication protocols, such as MQTT or CoAP, fosters seamless integration between different IoT devices and platforms.
- Embracing Open APIs: Providing open Application Programming Interfaces (APIs) allows for easier communication and data exchange between diverse systems, regardless of their origins.
Challenge 3 - Cost of Implementation

While IoT promises substantial benefits, the initial cost of implementing a comprehensive IoT infrastructure can be significant. Manufacturers must carefully evaluate the return on investment (ROI) and long-term benefits before committing to large-scale deployments.
Solution
- Phased Approach: Manufacturers can opt for a phased implementation strategy, starting with pilot projects to validate the technology's benefits before scaling up gradually.
- Collaboration and Shared Resources: Manufacturers can collaborate with partners or industry peers to share infrastructure costs and leverage collective knowledge for faster, cost-effective IoT adoption.
Challenge 4 - Data Overload and Analytics

The sheer volume of data generated by IoT devices can be overwhelming. Manufacturers must have the necessary data analytics capabilities to process and interpret the data effectively to derive valuable insights.
Solution
- Edge Computing: Leveraging edge computing, where data is processed locally on IoT devices or gateways, reduces the burden on central data processing systems and allows for real-time decision-making.
- Advanced Data Analytics: Implementing advanced analytics tools, such as machine learning algorithms, can help extract valuable insights from vast amounts of IoT-generated data.
Challenge 5 - Skill Gaps and Workforce Training

Adopting IoT in manufacturing requires a skilled workforce capable of managing and maintaining the new technologies. Companies may need to invest in training employees or hiring IoT experts to bridge any skill gaps.
Solution
- Internal Training Programs: Manufacturers can conduct training programs for existing employees to upskill them in IoT-related technologies, fostering a skilled workforce from within.
- Collaboration with Experts: Partnering with IoT solution providers or consultants can offer access to specialized expertise and bridge any skill gaps within the organization.
Incorporating these solutions into IoT adoption strategies will enable manufacturers to unlock the full potential of IoT in manufacturing. By addressing data security concerns, promoting interoperability, carefully managing implementation costs, optimizing data analytics, and investing in workforce training, manufacturers can navigate the challenges and seize the abundant opportunities IoT offers.
Embracing IoT's transformative capabilities will undoubtedly empower manufacturing companies to stay ahead in a dynamic, interconnected, and data-driven world, driving innovation and continued growth in the sector.
Conclusion
IoT is changing how manufacturing works, bringing faster operations, better quality, and real-time decision-making. But to get these benefits, it’s important to tackle the common roadblocks like system compatibility, security gaps, and setup costs.
Working with the top IoT app development companies can make this journey easier. They bring the technical skills and industry understanding needed to build solutions that actually work for your goals.